Take a Test Article Library CEEJ Home Submit an Article Contact CEEJ
Article # 0009
A guide for those who know very little, but who may have a need to know
By: Lindsey Lee PE, Principal Engineer, FLOWSERVE Industrial Services, 6330 Dixie Drive, Houston TX, 713-844-7656
Hot Taps and Line Stops are “under pressure” drilling operations, meaning that a pipe or other pressure vessel is drilled into, while the system remains in service, and under pressure. There are many reasons to do this, and by the same token, there are many good reasons to not do this, if a system can be shut down, in order to perform the drilling operation. A good example of a need to perform a hot tap, is to connect a service (for example a new homeowner needs water service connected to a system serving many others). Other people would be inconvenienced if the system were to be shut down, depressurized, connected, sanitized?, brought back online, all to connect one service. For this reason, it is very common to perform a hot tap. (A hot tap is commonly assumed to mean drilling into a pipe that is live, it may, or may not actually be “hot”).
This paper was written as an aid, to those technical persons, who know little or nothing about hot taps and line stops. There are quite a few different publications, technical articles, manuals, and other printed matter that delve into the details of various aspects of hot taps and line stops, this short paper is intended to simply hit the high spots.
Part I, Why go to all of this trouble?
It is really a lot of trouble to perform a hot tap, or a line stop, but these operations provide us a tool to be used, to avoid shutting down a pipe system. In order to shut down a pipe system, it may be necessary to depressurize, purge, clean, inert etc. To bring the system back up, may take just as much work. For example, in an industrial process unit, shutting the unit down might take days, or longer, result in hundreds of thousands of dollars in lost production, and would impact other operations in the facility. For this reason, continuous operating systems, such as chemical process units, refineries, power plants, etc., shut down very rarely, for them, a hot tap, or line stop, is the only economical option. By the same token, if a city water system is shut down, as it loses pressure, contaminants could enter the system from groundwater, therefore, municipal water systems are also on and pressurized 24/7. In all of these cases, it is very desirable to remain in service, under pressure, and operating.
Please note, Hot tapping and line stopping are both science, and art, the state of the industry is such, that there are as many unanswered questions, and items to still be determined, as there are hard fast answers. For example, at 1 ft/second, flow velocity, the coupon (section of pipe that is cut out), will generally not be pulled off of the pilot bit, with u-wires, to retain it. On the other hand, at 1000 ft/second, nothing that is currently available in the industry, would keep the coupon (or pilot bit for that matter), in place. For this reason, often the client will ask, is this flowrate too high, or can I go higher. There are also higher pressures, larger sizes, and many other areas to be developed in the art, sizes greater than 48” diameter for line stops, and 72” diameter for hot taps, become very rare, FLOWSERVE recently completed a line stop on a 60” water line in Columbia South America, at 150 psi, really stretched the limit on the available head, and the supporting equipment.
Hot taps and line stops involve the use of specialized equipment and highly trained technicians, in order to cut a hole in a pipe, without taking the pipe out of service, or lowering the pressure. This is most often done in Chemical Plants, Refineries, Power Plants, Manufacturing Plants, Nuclear Power Plants, or any other location, where loss of service, is not acceptable. This technical paper is intended to be a primer of the hot tap and line stop operation, primarily intended for those who have little if any prior knowledge of the process. This work is highly technical, requires years of training, highly specialized equipment, and should not be attempted without proper training and instruction.
Part II, What is a hot tap.
A hot tap in its simplest form, involves drilling or cutting a hole in an existing pipe, while the pipe is under pressure, and at operating temperature. For the reasons discussed above, someone wants to establish a new service to an existing pipe, it is not convenient or practical to take the system out of service, therefore a hot tap is required. For example, a process plant may use high temperature steam, as an integral part of its process. Shutting the steam line down might involve shutting one or more production units down, which could involve hours, days, or weeks of lost production, plus a considerable cost to bring the unit back up. The hot tap is performed, through the clients valve, the valve is closed, the hot tap machine is removed, then the client/owner hooks up to his new service connection.
The Coupon, is the section of pipe that is removed, to establish service. It is very highly desirable to “retain” the coupon, and remove it from the pipe, and in the vast majority of hot taps, this is the case. Please note, short of not performing the hot tap, there is no way to absolutely guarantee that the coupon will not be “dropped”, but we can do a great deal to make this a very rare occurrence. Coupon retention is mostly the “job” of the u-wires, these are wires which run through the pilot bit, and are cut and bent, so that they can fold back against the bit, into a relief area milled into the bit, and then fold out, when the pilot bit has cut through the pipe, in almost all cases, multiple u-wires are used, to act as insurance against losing the coupon, if the u-wires are in good condition, this normally works very well, the coupon is brought out, everything is fine. Here are some of the factors, which adversely affect coupon retention;
Simply keep in mind, that no matter how hard we try, it is still possible to lose, or drop the coupon into the pipe, that is one of the inherent risks in hot tap and line stop operations. If it is not possible to risk losing a coupon, an alternative to hot tapping should be considered!
Part III, How do we perform a hot tap?
A. Hot Tap Setup
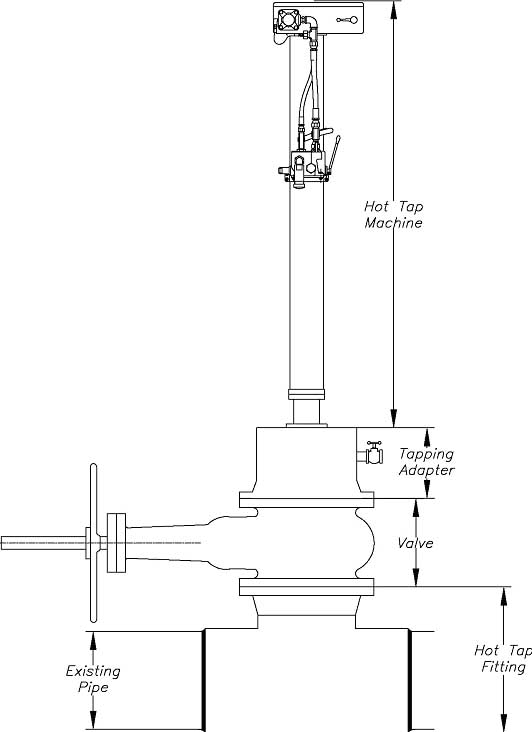
For a simple hot tap, there are three major components necessary to safely tap into a pipe, the fitting, the valve, and the hot tap machine (which includes the cutter, and housing). The fitting is attached to the pipe, normally by welding. In many cases, the fitting is a full encirclement split tee, with a flanged outlet (See Figure 6). Onto this fitting, a valve is attached, and the hot tap machine is attached to the valve (see FIGURE 1). For hot taps, new studs, nuts, and a new valve should always be used, as the studs, nuts, and valve will become part of the permanent facilities and equipment. The fitting/valve combination, is attached to the pipe, and is normally pressure tested by the site owner. The pressure test is very important, so as to make sure that there are no structural problems with the fitting, and so that there are no leaks in the welds (it makes no sense to cut a hole in a perfectly good pipe, and to create a “new” leak in the system).
The hot tap cutter, is a specialized type of hole saw, with a pilot bit in the middle, mounted inside of a hot tap adapter housing. The hot tap cutter is attached to a cutter holder, with the pilot bit, and is attached to the working end of the hot tap machine, so that it fits into the inside of the tapping adapter. The tapping adapter will contain the pressure of the pipe system, while the pipe is being cut, it houses the cutter, and cutter holder, and bolts to the valve.
Key Points Hot Taps:
Figure 1, Hot Tap Stackup
B. Hot Tap Operation
The Hot Tap is made in one continuous process, the machine is started, and the cut continues, until the cutter passes through the pipe wall, resulting in the removal of a section of pipe, known as the coupon. The coupon is normally retained on one or more u-wires, which are attached to the pilot bit. Once the cutter has cut through the pipe, the hot tap machine is stopped, the cutter is retracted into the hot tap adapter, and the valve is closed. Pressure is bled off from the inside of the Tapping Adapter, so that the hot tap machine can be removed from the line. The machine is removed from the line, and the new service is established. (Figure 5 shows a detail of the cutter having cut through the pipe, on a size on size hot tap or line stop tap.)
Part IV What is a Line Stop?
Line Stops (sometimes called Stopples®[1]) start with a hot tap, but are intended to stop the flow in the pipe. Line Stops are of necessity, somewhat more complicated than normal hot taps, but they start out in much the same way. A fitting is attached to the pipe, a hot tap is performed as previously detailed. Once the hot tap has been completed, the valve is closed, then another machine, known as a line stop actuator is installed on the pipe. The line stop actuator is used to insert a plugging head into the pipe, the most common type being a pivot head mechanism. Line stops are used to replace valves, fittings, and other equipment, once the job is done, pressure is equalized, and the line stop head is removed. The Line Stop Fitting has a specially modified flange, which includes a special plug, that allows for removal of the valve. There are several different designs for these flanges, but they all work pretty much the same, the plug is inserted into the flange through the valve, it is securely locked in place, with the result that the pressure can be bled off of the housing and valve, the valve can then be removed, and the flange blinded off. (See Figures 3 & 4, for more details)
A. Line Stop Setup
The Line Stop Setup includes the hot tap machine, plus an additional piece of equipment, a line stop actuator. The Line Stop Actuator can be either mechanical (screw type), or hydraulic, it is used, to place the line stop head into the line, therefore stopping the flow in the line. The Line Stop Actuator is bolted to a Line Stop Housing, which has to be long enough to include the line stop head (pivot head, or folding head), so that the Line Stop Actuator, and Housing, can be bolted to the line stop valve. Line stops often utilize special valves, called Sandwich Valves. Line Stops are normally performed through rental valves, owned by the service company who performs the work, once the work is completed, the fitting will remain on the pipe, but the valve and all other equipment is removed.
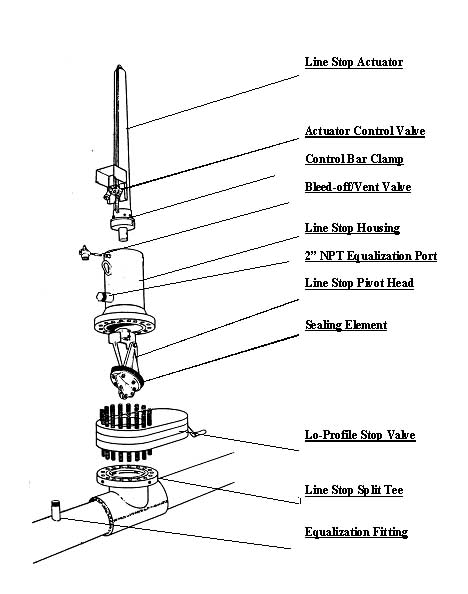
FIGURE 2 - Valve,
Pivot Head, Line Stop Housing and Line Stop Actuator “Stackup”
B. Line Stop Operation
A Line Stop starts out the same way as does a Hot Tap, but a larger cutter is used,. The larger hole in the pipe, allows the line stop head to fit into the pipe. Once the cut is made, the valve is closed the hot tap machine is removed from the line, and a line stop actuator is bolted into place. New gaskets are always to be used for every setup, but “used” studs and nuts are often used, because this operation is a temporary operation, the valve, machine, and actuator are removed at the end of the job. New studs, nuts, and gaskets should be used on the final completion, when a blind flange is installed outside of the completion plug. The line stop actuator is operated, to push the plugging head (line stop head), down, into the pipe, the common pivot head, will pivot in the direction of the flow, and form a stop, thus stopping the flow in the pipe.
C. Completion Plug
In order to remove the valve used for line stop operations, a completion plug is set into the line stop fitting flange (Completion Flange). There are several different types of completion flange/plug sets, but they all operate in basically the same manner, the completion plug and flange are manufactured, so as to allow the flange, to accept and lock into place, a completion plug. This completion plug is set below the valve, once set, pressure above the plug can be bled off, and the valve can then be removed.
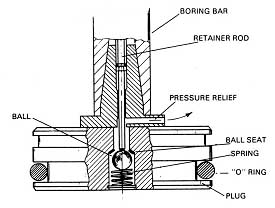
Figure 3 Completion Plug, attached to boring bar, with ball check valve, and plug holder
Once the plug has been properly positioned, it is locked into place with the lock ring segments, this prevents plug movement, with the o-ring becoming the primary seal. Several different types of completion plugs have been developed with metal to metal seals, in addition to the o-ring seal.
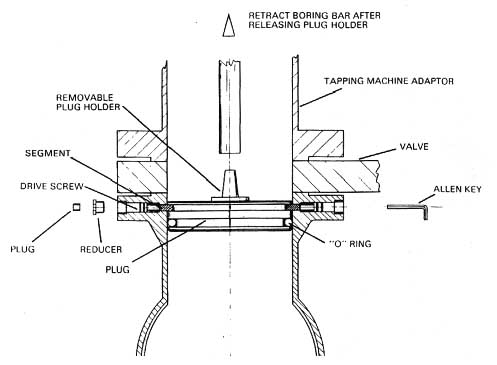
Figure 4, completion plug in place, boring bar is released and retracted, the tapping machine can now be removed, as can the valve and holder, leaving a plug ready to be blinded to complete the job.
Key Points Line Stops:
Part V Safety considerations Job Planning
In almost all situations, basic hot tap and lines stop operations involve cutting a hole in a pipe, or other pressure vessel, which is at operating temperature and pressure.
Part VI. Hot Tap and Line Stop Cutters
For small holes in pipes, a common drill bit is commonly used, (up to nominal two inch diameter holes). For sizes above one inch, hot tap and line stop cutters are essentially specialized hole saws. The hole saw is held in line for the cut, by a pilot bit (modified twist drill bit, or specialized pilot bit). The pilot bit also normally has one or more u-wires, which are set in the bit, and go in, but do not come out, so as to retain the “coupon” on the cutter/pilot bit assembly. Figure 3 is a small cutter setup, Figure 4 is a larger cutter pilot setup for larger machines.
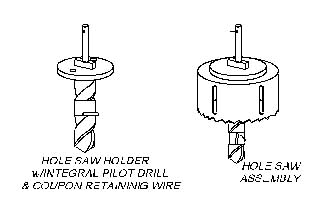
Figure 3, Cutter holder & pilot bit, & ass’y, small setup (FLOWSERVE/IPSCO IP-100)
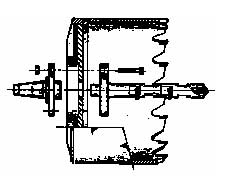
Figure 4, cutter, holder, and pilot for a large machine, (FLOWSERVE/IPSCO IP 914), illustrating holder, cutter, pilot bit with u-wires, and socket head cap screw bolts and lock-nuts.
Variations in cutters include carbide or tool steel cutter teeth, the design/profile of the teeth, pass-through holes in the cutter barrel, number of teeth, and the overall geometry of the cutter holder connection points. Cutters used to cut through tanks, or blind flanges have significantly less teeth, than cutters used for conventional hot taps/line stops.
In order to understand how pipe cutters are designed, and to understand their sizes, it is important to review pipe sizes, what is referred to here, as nominal, and actual cutter dimensions.
Nominal sizes refer to the approximate inside diameter of the pipe, for example, a 2” (nominal) pipe has an outside diameter of 2.375” (2 3/8”), with the most common size or schedule (schedule 40), having a 0.154” wall thickness, with an ID of 2.067”. Thinner pipe (lower schedule number) has a larger ID, thicker pipe (higher schedule number), has a smaller pipe ID. Since a line stop head must enter the pipe, and since the head must pivot and then seal, a line stop cutter is normally a larger OD cutter than is a hot tap cutter, on smaller sizes (up to nominal 16 inch), there are actually two different sizes of cutter, the smaller OD cutter is the hot tap cutter, the larger OD cutter is the line stop cutter. Line stop valves must also have a larger ID, and be full port, since the cutter has to be able to pass through the valve. For hot tapping, there should be a minimum of 1/8” diameter difference between the full port ID of the valve, and the OD of the cutter, so as to not jam a cutter as it advances through the valve.
|
Pipe |
HT Cutter |
LS Cutter |
|
|
|
|
|
|
|
OD |
OD |
OD |
|
|
|
|
|
|
|
3 1/2 |
2.438 |
|
|
|
4 1/2 |
3.438 |
3.938 |
|
|
6 5/8 |
5.469 |
5.938 |
|
|
8 5/8 |
7.312 |
7.875 |
|
|
10 3/4 |
9.500 |
9.875 |
|
|
12 3/4 |
11.500 |
11.812 |
|
|
14 |
12.750 |
13.062 |
|
|
16 |
14.688 |
15.062 |
|
|
18 |
15.062 |
17.000 |
|
|
20 |
17.000 |
19.000 |
|
|
22 |
19.000 |
21.000 |
|
|
24 |
21.000 |
23.000 |
|
|
26 |
23.000 |
25.000 |
|
|
28 |
25.000 |
27.000 |
|
|
30 |
27.000 |
29.000 |
|
|
32 |
29.000 |
31.000 |
|
|
34 |
31.000 |
33.000 |
|
|
36 |
33.000 |
35.000 |
|
Table 1, common sizes of hot tap, and line stop cutters
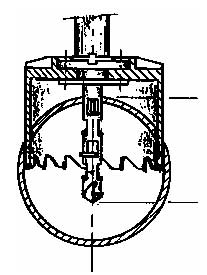
Figure 5, cutout detail of a hot-tap/linestop cutter going through the pipe
Part VII Fitting Selection and design considerations
There are many different considerations on selecting hot tap and line stop fittings, the simplest form of a hot tap fitting, is a simple flanged nozzle, which is welded to the pipe. Keep in mind that there are serious engineering considerations as to what should be put onto the pipe, for example, even a simple small hot tap on a large pipe (cutting a two (2) inch hole in a twelve (12) inch line for example), removes some of the run pipe, resulting in a loss of cross sectional area, plus adding stress concentrations to the equation. It is always necessary to perform an engineering evaluation of the system, so as to determine the correct type of fitting, so as to prevent pipe failure, during, or after the cut. As a minimum, an area replacement calculation should be run, in accordance with applicable code standards, so as to assure that the pipe is sufficiently reinforced by the fitting, prior to cutting a hole in the pipe. Common weld-o-lets, are sized, so as to provide enough material, so that allowable pipe stresses are not exceeded as a result of the hot tap. For many applications, it is necessary to use a full encirclement fitting, such as is illustrated in Figure 6.
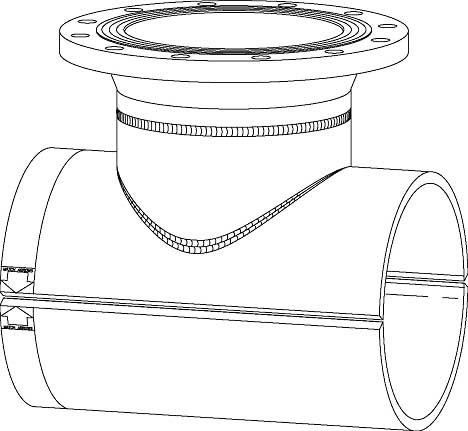
Figure 6, Typical Full Encirclement Hot Tap Fitting, with flange.
In most cases, the fitting is welded onto the pipe in the location desired for the new service. The ends of the fitting are welded to the pipe, the run seam is also welded together, the inside of the hot tap nozzle is never welded, as this would result in severe cutter damage, an unsuccessful cut, and a very dangerous situation. Weld material is usually stronger and harder than the base material, a cutter would be seriously damaged, were the area to be “backwelded”, prior to making the tap (backwelding refers to welding a bead inside the nozzle part of the fitting, right where the cut is to be made, backwelding will often destroy a hot tap cutter!).
A full encirclement fitting will do a couple of things that a simple nozzle will not, it will assist to re-round thin-walled pipe, that may not be round, it will handle the horizontal stresses that the line stop head will place on the pipe, it will also handle the bending stresses applied by the line stop head. For all of these reasons, it is generally much safer, to use a full encirclement fitting on hot tap and line stop operations.
Hot Tap and Line Stop “Fitting” Design Codes for Hot Tap Fitting Designs
ASME B 31.1 for Power Piping, is primarily for power plant design, fittings are tested to 1.5 times design pressure
ASME B 31.3 for Process Piping, is primarily for chemical plants, refineries etc.
ASME B 31.4 is for liquid pipelines, for transportation of fluids
ASME B 31.8 is for gas transmission, and distribution systems.
This paper will not go into a great deal of information about design code specifics, other than to mention that the “design” of the fitting(s) must comply with the applicable design code.
Part VIII Odd Jobs
The following are different types of jobs, all can be done, all have been done, but all require specialized equipment, procedures, and planning.
Across the line stop – is a method of cutting a hole in the pipe, and inserting a plugging head directly in the line, so as to stop the flow into a stub-out or nozzle directly below the hot tap cut. For example, to change out a valve on a drain on the bottom of the pipe, a nozzle or weld o let is installed on the top of the pipe, a hot tap is made through the valve, a special head is lowered and seals against the opposite pipe wall, allowing for removal of the drain valve
Angle Taps, are hot taps made at an angle different from 90 degrees to the flow direction of the pipe. On all angle taps, the cutter is often much longer than on conventional taps, and an angle tap boss is normally used, to allow the pilot bit to drill directly into the pipe at 90 degrees, so as to prevent damage to the pilot bit, housings, valve, and pipe, resulting from the side loads placed on the bit, but the angled pipe.
Bag Stop – is a process, whereby a small hot tap is made into a pipe, and an inflatable pipe plug is inserted into the pipe, so as to allow the plug to stop the flow in the pipe. This system is a bit risky, and is limited to very low pressure applications, limited by the pressure limit of the inflatable plug, small diameter systems up to about 75 psi max, larger ones, are limited to single digit pressures (under 10 psi).
Elbow Taps and Stops – are taps, and sometimes line stops, done through a pipe elbow. This is only done, if it is not possible to use a straight run of pipe, as it requires a special type of fitting, and a specially modified cutter.
High Temperature and/or High Pressure Stops – are any hot tap, or line stop with pressure temperature combinations that would exceed the standard ANSI Class 600 pipe systems, or any temperature of the system exceeding 400 degrees F. There are many different methods of stopping flow in high temperature and/or high pressure applications, but the normal pivot heads for line stops, and stock hot tap machines, are not rated to these pressures, so specialized equipment is used here.
Permanent Stop – is a process of using a modified line stop head, or FLOWSERVE’s Perma-Stop system, to permanently seal off the end of the pipe, for example, if a client wants to abandon a section of pipe, a fitting is welded onto the pipe, and a permanent plug is placed in the line, allowing the pipe downstream of the plug to be cut off, and abandoned.
Part IX Conclusions
The purpose of this paper, is to offer an insight into the area of hot taps and line stops. This paper is not intended to address all possible engineering issues with hot taps and line stops, rather, it is intended to provide a basis for discussion of the most important considerations of hot taps and line stops. The paper should serve as a starting point in an engineer’s education as to the many facets of hot taps, line stops, and other similar and related under pressure operations. Service companies who routinely perform hot taps and line stops, are a good source of information about these operations, they should be brought in early, to discuss feasibility of a particular operation, estimated costs, and design considerations associated with the proposed operation.
Bigraphical;
Lindsey Lee PE
I am Operations Manager, and Principal Engineer for FLOWSERVE Online Services, Houston TX. This is an industrial Services Company, does hot taps, line stops, onstream leak repair, concrete repair, field machining, and other specialty service work. FLOWSERVE/IPSCO also manufactures and sells hot tap and line stop fittings, and a complete line of equipment. At this location, I oversee much of the project engineering, equipment modification, and fitting design, as well as supervise the crews locally who do the work. I started my professional career with Halliburton, worked for both Halliburton Services, and the Brown & Root side of the company, as well as several other service companies prior to joining FLOWSERVE two years ago. I have a couple of patents from my Halliburton days, several published articles, I write/edit operations manuals, job procedures, and technical documents dealing with this work. I am a licensed mechanical engineer, based in Houston TX.
[1] Stopple® is a trademark of TD Williamson Company
Article # 0009 TEST QUESTIONS:
1. What is a hot tap?
a. Drilling into a hot water line,
b. Drilling into a line that is under pressure, it may or may not be “hot”.
c. Cutting into a live electrical circuit.
d. All of the above
2. What is a line stop?
a. A support, or stop, to support a pipe that might experience movement under operating conditions
b. Shutting down the pump
c. An operation that stops the flow in the pipe, usually performed by first hot tapping into the line, then by inserting a plugging head into the line to stop the flow in the line.
d. All of the above
3. What components are required for a simple hot tap?
a. The valve
b. The hot tap machine
c. The fitting
d. All of the above
4. Which of the following factors affect the design of a hot tap or line stop fitting?
a. Line pressure and temperature
b. Line pressure only
c. Line temperature only
d. The pipe elevation above (or below) sea level.
5. When should a hot tap be used?
a. Any time a new connection is needed on a existing line.
b. If it is not possible to shut the line down.
c. When the line temperature is greater than 150°F.
d. All of the above
6. What is/are the reasons for using a full encirclement hot tap or line stop fitting?
a. The fitting will reinforce the pipe, so as to take the pipe stresses away from the pipe, once the pipe is cut.
b. For Line Stop Operations, a full encirclement fitting will often assist in rounding the pipe
c. For Line Stop Operations, a full encirclement fitting will handle line stop stresses better than a nozzle and flange
d. All of the above
7. Can a hot tap cutter be used as a line stop cutter?
a. No, for smaller sizes of cutters, since it is necessary to insert the plugging head through the cut hole, the plugging head would not fit through smaller hole
b. Yes, but only for larger sizes, a 36” hot tap cutter, can be used for a 34” line stop, they are the same size, and are actually the same cutter
c. Both A & B
d. None of the above
8. What size hole would be cut by a four-inch hot tap cutter?
a. 4.000”
b. 3.438”
c. 3.938”
d. 4.016"
9. Which ASME code is typically used for the design of a hot tap fitting for Process Piping?
a. B 31.3
b. Section VIII division 2
c. B 31.1
d. B 31.8
10. Why are hot tap cutters smaller than the nominal pipe size?
a. Because it is desirable to have additional choke points in the line.
b. To conserve material in manufacture of the cutters.
c. To insure that there is sufficient reinforcement of the line when the hole is cut.
d. Because hot tap cutters are designed to fit through most common valves, which are not full port.
Take a Test Article Library CEEJ Home Submit an Article Contact CEEJ